Сітаватасць вельмі часта сустракаецца пры зварцы алюмінія.
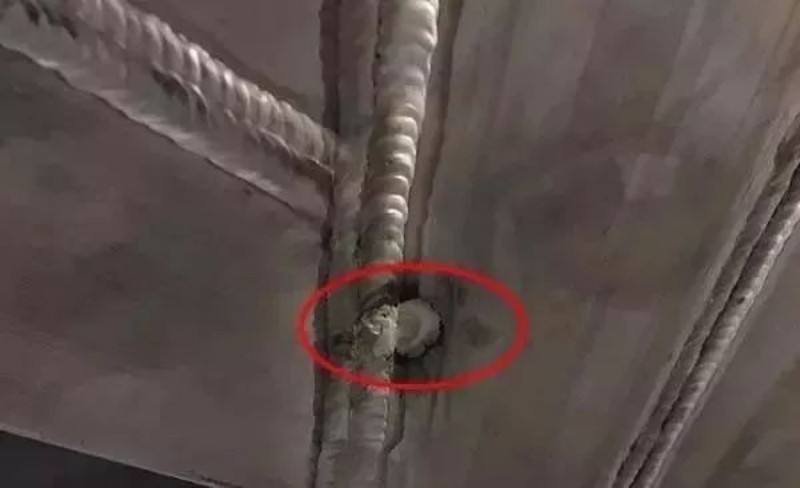
У асноўным матэрыяле і ў зварачным дроце ёсць пэўная колькасць пор, таму падчас зваркі неабходна пазбягаць вялікіх пор, каб пары не перавышалі стандарт. Калі вільготнасць перавышае 80 ℅, зварку неабходна спыніць. Верагоднасць пор, якія перавышаюць стандарт, таксама складае 80℅, і лёгка вырабіць вернутыя кавалкі.
Зварка ў стане вільготнасці, паказаным на малюнку, вельмі верагодна, прывядзе да вяртання заказу.
Зварачнае абсталяванне Xinfa мае характарыстыкі высокай якасці і нізкай цаны. Для атрымання падрабязнай інфармацыі, калі ласка, наведайце:Вытворцы зваркі і рэзкі – Кітайская фабрыка і пастаўшчыкі зваркі і рэзкі (xinfatools.com)


▲Вільготнасць▲
Часам чорны пыл прыліпае да зварнога шва, што мне рабіць?


▲Чорны і шэры▲
Фактычна, вальфрамавы электрод забруджаны, або ён дакранаецца да расплаўленай ванны або зварачнага дроту, і алюміній прыліпае да яго. Толькі калі вальфрамавы электрод ачышчаны, мы можам працягваць.

▲Забруджаны вальфрамавы электрод мае форму каляровай капусты▲
У гэты час нам трэба толькі адрэгуляваць шырыню ачысткі зварачнага апарата да дна, ток у асноўным складае каля 200, і дугавая зварка пачынаецца на кавалку алюмініевага лому. Усяго за некалькі секунд з вальфрамавага электрода сфармуецца невялікі шарык. Калі вы хочаце якасна зварваць алюміній, маленькі шарык з'яўляецца абавязковым прадуктам.

▲ Адрэгулюйце шырыню ачысткі да самага нізкага значэння▲


▲Чароўны маленькі мяч▲
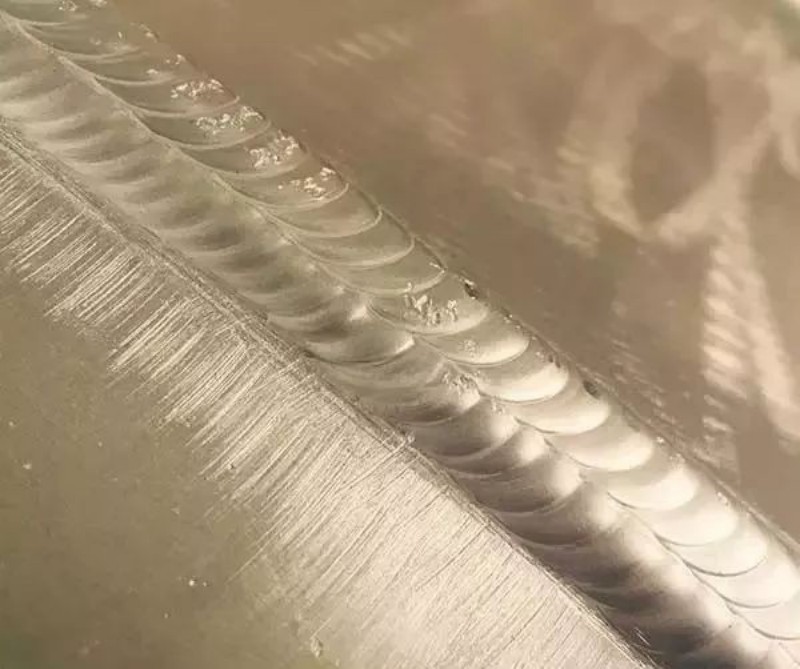
Параўноўваючы зварку алюмінія з нержавеючай сталлю, я аддаю перавагу зварцы алюмінія. Гэта не так клапотна, як нержавеючая сталь, якую трэба пампаваць. Зварка алюмінія лёгкая, а зварачны пісталет практычна не разгойдваецца. Гэтая алюмініевая трубка з укладышам - гэта кутні зварны шв, і зварка не такая ўжо і клапотная.
Пры ўмераным рэгуляванні току найлепшы ток - гэта той, які можа кантраляваць расплаўлены басейн. Прадукцыйнасць кожнага зварачнага апарата адрозніваецца, ток будзе розным, і гнуткасць дугі таксама будзе рознай.




Час публікацыі: 29 верасня 2024 г


