Што такое трохідальнае фрэзераванне
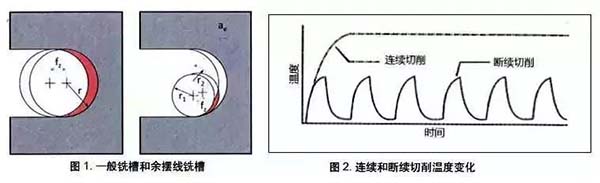
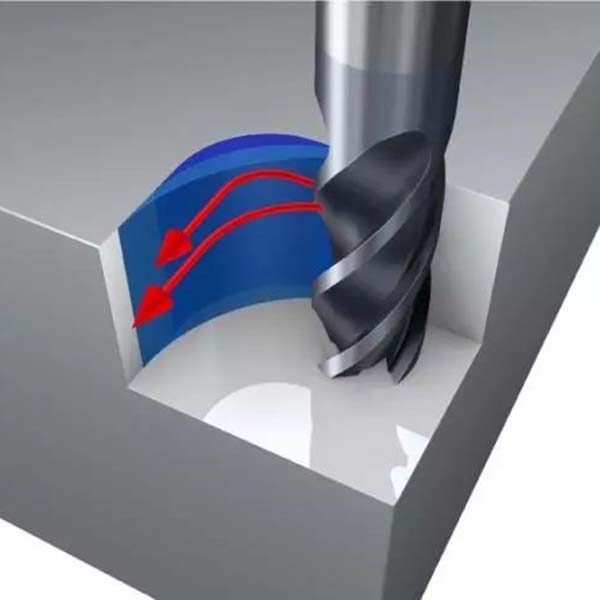
Канцавыя фрэзы ў асноўным выкарыстоўваюцца для апрацоўкі плоскасцяў, канавак і складаных паверхняў. У адрозненне ад такарнай апрацоўкі канавак і складаных паверхняў гэтых дэталяў вельмі важная таксама канструкцыя траекторыі і выбар фрэзеравання. Як і пры агульным спосабе фрэзеравання шчылін, вугал кантакту дугі пры адначасовай апрацоўцы можа дасягаць максімум 180°, умовы адводу цяпла дрэнныя, а тэмпература рэзка павышаецца падчас апрацоўкі. Аднак, калі траекторыя рэзання зменена так, што фрэза круціцца з аднаго боку і паварочваецца з другога, кут кантакту і колькасць рэзання за адзін абарот памяншаюцца, сіла рэзання і тэмпература рэзання зніжаюцца, а тэрмін службы інструмента падаўжаецца. . Такім чынам, рэзка можа працягвацца на працягу доўгага часу, напрыклад (малюнак 1), называецца трохідальным фрэзераваннем.
Яго перавага ў тым, што ён зніжае складанасць рэзкі і забяспечвае якасць апрацоўкі. Разумны выбар параметраў рэзкі можа павысіць эфектыўнасць і знізіць выдаткі, асабліва пры апрацоўцы матэрыялаў, якія цяжка паддаюцца машыннай апрацоўцы, такіх як тэрмаўстойлівыя сплавы і матэрыялы з высокай цвёрдасцю, ён можа значна адыграць сваю ролю і мае вялікі патэнцыял развіцця, які можа быць прычына, па якой прамысловасць звяртае ўсё больш увагі і выбірае метад трохідальнага фрэзеравання.
 Тэхнічныя перавагі
Тэхнічныя перавагі
Цыклоіду таксама называюць трохоідай і пашыранай эпіцыклоідай, гэта значыць траекторыяй кропкі па-за або ўнутры рухомай акружнасці, калі рухомая акружнасць працягвае пэўную прамую лінію для качэння без слізгацення. Яе таксама можна назваць доўгай (кароткай) циклоидой. Трохоидальная апрацоўка заключаецца ў апрацоўцы кантавой фрэзай з дыяметрам, меншым за шырыню пазы, для апрацоўкі паўдугавай пазы ў невялікую частку дугі збоку. Ён можа апрацоўваць розныя пазы і паверхневыя паражніны. Такім чынам, тэарэтычна, кантавая фрэза можа апрацоўваць пазы і профілі любога памеру, большага за яго, а таксама можа зручна апрацоўваць шэраг прадуктаў.
З распрацоўкай і прымяненнем камп'ютэрнай тэхналогіі лікавага кіравання, кіраваная траекторыя фрэзеравання, аптымізацыя параметраў рэзання і шматгранны патэнцыял трохідальнага фрэзеравання выкарыстоўваюцца і ўключаюцца ў гульню ўсё больш і больш. І гэта было разгледжана і ацэнена ў галінах апрацоўкі дэталяў, такіх як аэракасмічная прамысловасць, транспартнае абсталяванне і вытворчасць інструментаў і прэс-формаў. Асабліва ў аэракасмічнай прамысловасці часта выкарыстоўваюцца дэталі з тытанавых сплаваў і тэрмаўстойлівых сплаваў на аснове нікеля маюць шмат складаных характарыстык апрацоўкі, у тым ліку:
Высокая тэрмічная трываласць і цвёрдасць абцяжарваюць перанос рэжучага інструмента або нават дэфармуюцца;
Высокая трываласць на зрух дазваляе лёгка пашкодзіць лязо;
Нізкая цеплаправоднасць абцяжарвае аддачу моцнага цяпла ў зону рэзкі, дзе тэмпература часта перавышае 1000ºC, што ўзмацняе знос інструмента;
Падчас апрацоўкі матэрыял часта прыварваюць да ляза, што прыводзіць да нарошчвання краю. Дрэнная якасць апрацаванай паверхні;
Феномен дэфармацыйнага ўмацавання тэрмаўстойлівых сплаваў на аснове нікеля з аўстэнітнай матрыцай сур'ёзны;
Карбіды ў мікраструктуры тэрмаўстойлівых сплаваў на аснове нікеля будуць выклікаць абразіўны знос інструмента;
Тытанавыя сплавы валодаюць высокай хімічнай актыўнасцю, і хімічныя рэакцыі таксама могуць пагоршыць пашкоджанне і гэтак далей.
Гэтыя цяжкасці можна бесперапынна і плаўна апрацоўваць з дапамогай тэхналогіі трехоидального фрэзеравання.
Дзякуючы пастаяннай аптымізацыі інструментальных матэрыялаў, пакрыццяў, геаметрычных формаў і структур, хуткаму прагрэсу інтэлектуальных сістэм кіравання, тэхналогій праграмавання і высакахуткасных, высокаэфектыўных шматфункцыянальных станкоў, высакахуткасных (HSC) і высокаэфектыўных (HPC) рэзка таксама дасягнула ўзроўню. новыя вышыні. Высакахуткасная апрацоўка ў асноўным улічвае павышэнне хуткасці. Высокаэфектыўная апрацоўка павінна не толькі ўлічваць паляпшэнне хуткасці рэзкі, але таксама ўлічваць скарачэнне дапаможнага часу, рацыянальна канфігураваць розныя параметры рэзкі і траекторыі рэзкі, а таксама выконваць комплексную апрацоўку для скарачэння працэсаў, павышэння хуткасці выдалення металу ў адзінку часу і у той жа час падоўжыць тэрмін службы інструмента і знізіць кошт, улічваючы абарону навакольнага асяроддзя.
тэхналагічная перспектыва
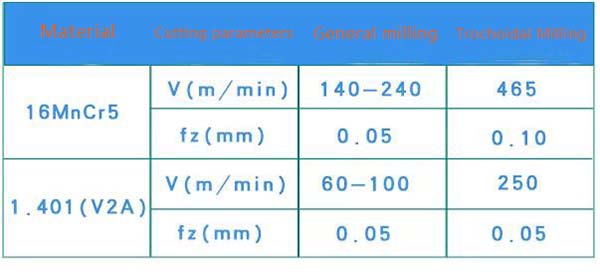
Згодна з дадзенымі прымянення трохідальнага фрэзеравання ў авіярухавіках (як паказана ў табліцы ніжэй), пры апрацоўцы тытанавага сплаву Ti6242 кошт рэжучага інструмента на адзінку аб'ёму можа быць зніжана амаль на 50%. Чалавека-гадзіны можна скараціць на 63%, агульны попыт на інструменты можна знізіць на 72%, а выдаткі на інструменты можна знізіць на 61%. Час працы для апрацоўкі X17CrNi16-2 можа быць скарочаны прыкладна на 70%. Дзякуючы гэтаму добраму вопыту і дасягненням, удасканалены трохідальны метад фрэзеравання ўжываецца ва ўсё большай колькасці абласцей, а таксама прыцягвае ўвагу і пачынае прымяняцца ў некаторых галінах мікрадакладнай апрацоўкі.
Час публікацыі: 22 лютага 2023 г


